ÉTUDE DE CAS
L’éclair de génie de Philips : l’impression 3D au cœur du processus de production

Cette collaboration a déjà permis de « réinventer » un outillage autrefois sujet à des défaillances et d’assurer l’automatisation d’une ligne de travail intensive grâce à un design allégé. À elles seules, ces deux innovations permettent de réaliser environ 89 000 € d’économies par an, grâce aux avantages opérationnels qu’elles procurent.
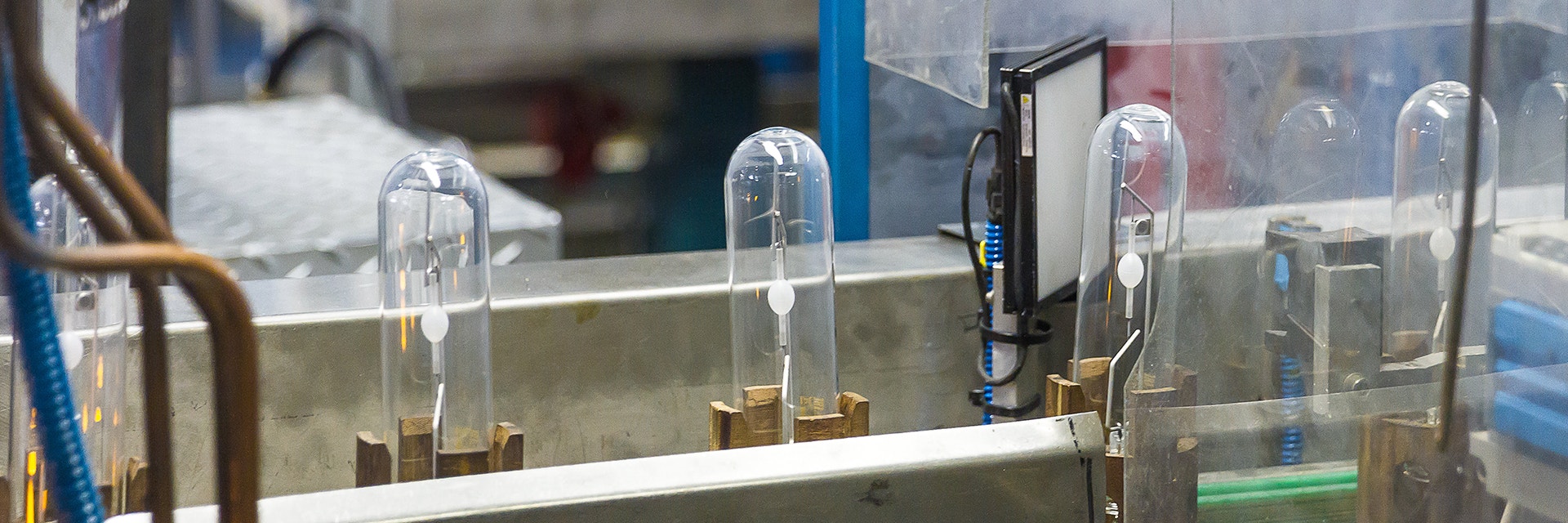
Et la lumière fut. C’est une phrase simple qui ne rend pourtant pas justice à la complexité des processus de production requis pour la fabrication des solutions d’éclairage modernes. Les ampoules font partie de ces objets essentiels du quotidien. Bien que la demande implique de larges volumes, leur design intrinsèque fait appel à une procédure d’assemblage extrêmement précise de matériaux délicats. Ajoutez à cela les conditions difficiles des procédures répétées de chauffe et de refroidissement rapide, l’usure due à la production continue et la nécessité absolue des opérations de contrôle de la qualité, et le doute n’est plus permis : le processus de fabrication d’une simple ampoule est bien plus complexe qu’il n’en a l’air.
Et si on vous disait qu’il est possible de simplifier le processus ? Et si la ligne d’assemblage pouvait incarner le concept de « pensée novatrice », synonyme de produit fini ? Materialise et Philips Lighting ont décidé de se pencher sur la question avec l’impression 3D. Cette collaboration a déjà permis de « réinventer » un outillage autrefois sujet à des défaillances et d’assurer l’automatisation d’une ligne de travail intensive grâce à un design allégé. À elles seules, ces deux innovations permettent de réaliser environ 89 000 € d’économies par an, grâce aux avantages opérationnels qu’elles procurent.
Booster le processus de co-création
Fondée en 1891 dans le but de fabriquer des lampes incandescentes et d’autres produits électriques, la société Philips innove depuis plus de 125 ans. Le site Philips Lighting de Turnhout (Belgique) emploie environ 850 personnes et joue un rôle essentiel pour préserver cette tradition. Il est largement reconnu comme le principal pionnier au monde en matière de technologie d’éclairage professionnel. Philips Turnhout collabore même souvent avec des centres de recherche basés en Belgique et au-delà, pour développer des innovations dans le secteur des lampes à décharge haute pression, de l’étape de la conception à la production.
Intéressé par les avantages potentiels de l’impression 3D, et plus particulièrement l’impression métal, pour le processus de production, Danny Van der Jonckheyd, designer en ingénierie au sein des usines Philips, et son équipe ont invité l’équipe Materialise sur place pour l’aider à mieux comprendre les exigences spécifiques de la ligne de production de Philips.
Sven Hermans, Directeur du développement commercial chez Materialise, déclare : « Il faut voir la ligne en action pour vraiment comprendre les demandes et les contraintes pour chaque élément spécifique de l’assemblage, mais aussi pour comprendre la pression qui pèse sur le personnel. Sur le site, nous avons étudié les pièces et discuté avec les agents de la ligne de production, les équipes de maintenance, les ingénieurs de l’usine… Nous avons recueilli autant de témoignages que possible afin d’identifier les problèmes et les possibles améliorations compatibles avec les solutions imprimées en 3D. »
« En quoi l’utilisation de matériaux plus légers peut-elle entraîner des avantages ? Pour quels processus le design structurel serait-il impossible ou trop coûteux à réaliser à l’aide de techniques de fabrication traditionnelles visant à améliorer les performances ou réduire les déchets ? C’est le type de questions sur lesquelles nous nous sommes penchés avec l’équipe Philips. »
Réduire les coûts : utiliser l’impression pour éviter la défaillance des composants
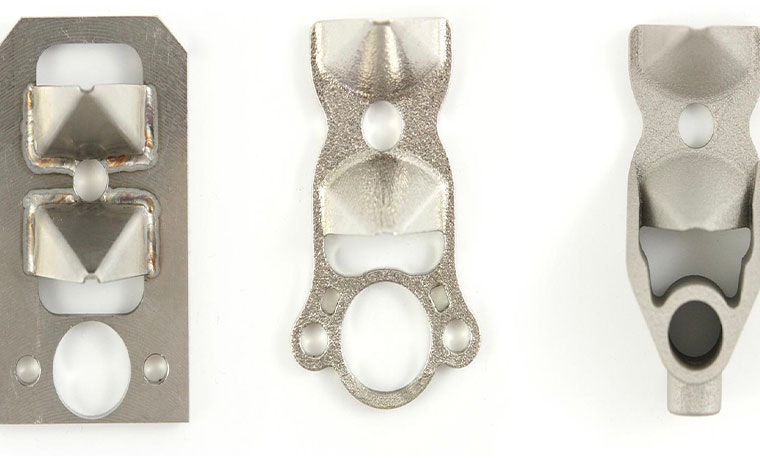
Le premier aspect à améliorer fut le support / la douille utilisés pour tenir les ampoules en place et pour tenir les câbles d’entrée éloignés de la chaleur, car des chalumeaux sont utilisés pour faire fondre et sceller les queusots. En raison de l’exposition répétée à des températures élevées, sur une ligne de production, et de la structure composée de quatre pièces soudées entre-elles, les phénomènes de cisaillement et de cassure étaient fréquents et entraînaient une ou deux défaillances par semaine.
Les supports pouvaient être réparés sur place (et ils l’étaient) grâce au stock de rechange de Philips, conservé sur le site. Cependant, chaque unité multi-pièce était difficile à retirer et à désassembler (les vis dilatées thermiquement représentaient un problème particulièrement complexe) et la réparation pouvait prendre jusqu’à deux heures. En outre, seul un nombre limité de réparations pouvaient être effectuées avant qu’il ne faille remplacer totalement la pièce, ce qui entraînait alors un délai d’environ 8 semaines.
En partenariat avec Danny Van der Jonckheyd et son équipe, Materialise a co-créé un nouveau support à structure monobloc, et l’a imprimé en métal. Celui-ci permet de réduire les procédés d’assemblage et d’éliminer intégralement les points de tension des lignes de soudure. Au cours des trois premiers mois d’utilisation, le support repensé n’a pas rompu une seule fois. C’est un changement mineur, mais qui fait une grande différence.

“Nous avons cherché à réduire la fréquence des réparations des pièces et à les simplifier et nous pensions que c’était le principal avantage. Mais pour le moment, nous n’avons pas eu à en remplacer une seule. Même si l’on considère uniquement le temps gagné par les techniciens de maintenance, nous économisons environ 9 000 € par an.”
— Danny Van der Jonckheyd, concepteur technique de l'usine Philips
« De plus, les techniciens peuvent désormais se consacrer à de vrais problèmes techniques. La réduction des phénomènes de rupture a également permis de réduire les dépenses liées aux pièces de rechange et, parce que nous disposons maintenant de pièces de rechange numériques qui peuvent être imprimées et livrées en 10 jours, nous n’avons plus besoin de stocker un nombre important de pièces sur le site. »
« De plus, les anciens supports devaient être régulièrement nettoyés pour éviter l’apparition de rainures dues à la friction (causées par le filetage des câbles) susceptibles d’endommager le produit final. Il fallait alors les retirer de la ligne pour les entretenir. C’était un processus chronophage. L’impression 3D nous a permis de créer de nouveaux porte-conducteurs coniques, sur le support, avec des canaux internes qui demandent moins de nettoyage et qui peuvent être entretenus sur place. »
« Mais je dirais que le plus gros avantage tient dans l’impact que ces améliorations ont eu sur l’état d’esprit des travailleurs concernés. Chacun a compris qu'il pouvait et devait procéder différemment. Depuis le début du projet, plusieurs personnes, venant des diverses étapes de production, sont venues me voir pour partager leurs idées concernant l’impression 3D et la manière dont nous pouvons l’utiliser. Nos employés se sentent réellement impliqués. »
Nouvelle révélation : des préhenseurs plus efficaces, plus légers et un cycle allégé
Ce nouvel état d’esprit s’est ressenti lors du développement de ce support d’ampoule, lorsque l’équipe de production de Philips a identifié une autre opportunité. Était-il possible d’utiliser l’impression 3D pour automatiser un processus intensif et exigeant déjà existant ? La réponse fut oui.
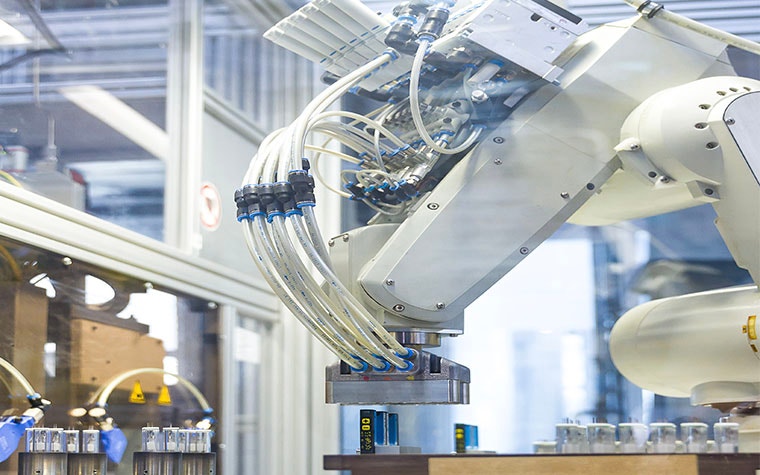
Pour la ligne en question, la présence permanente d’un opérateur était nécessaire pour placer les pièces dans le préhenseur de calibre 12, appliquer les matériaux et retirer les unités finies. Pour permettre l’automatisation de ce processus, il a fallu améliorer les capacités d’aspiration du préhenseur et créer une structure plus légère, mais suffisamment robuste pour supporter les contraintes des opérations robotisées de préhension.
Danny et son équipe savaient que l’impression 3D représentait un potentiel énorme en termes de matériaux métalliques, textures et structures internes alternatifs susceptible de fournir une solution et ont conçu, puis imprimé une pièce test en collaboration avec Materialise. En renforçant la structure (en réduisant le nombre de pièces requises), en créant des canaux internes courbes (avantage unique de l’impression 3D) et en imprimant le préhenseur en aluminium (AlSi10Mg), nous avons pu améliorer la résistance et l’aspiration, tout en réduisant le poids global de l’unité. Ainsi, son mouvement est plus rapide et plus fiable.
“Les nouvelles capacités du préhenseur ont permis d’éliminer les opérations manuelles de positionnement des pièces. Nous économiserons environ 80 000 € sur l’année et nous gagnerons de nombreuses heures de travail. En plus de ces avantages, la vitesse gagnée grâce à l’allègement de la pièce a permis de réduire la durée du cycle et d’augmenter la cadence de production. Nous sommes gagnants sur tous les tableaux. Cette aventure nous a aidés à adopter pleinement l’impression 3D, tant et si bien qu’elle est devenue un élément à part entière de notre catalogue d’outils de fabrication.”
Partageons :
Cette étude de cas en quelques mots
Consumer goods
Machinery & Equipment
Mindware
Metal 3D printing
Design & Engineering
Cost effective replacement of a part that regularly failed with a redesigned 3D printed metal part.