DESIGNRICHTLINIEN
Ultem 9085
Allgemeine Richtlinien
Wandstärke
Beim 3D-Druck bezieht sich die Wandstärke auf den Abstand zwischen der einen Oberflächenseite Ihres Bauteils und der gegenüberliegenden einfachen Oberfläche. Die Wände von größeren Bauteilen müssen mindestens 1,2 mm dick sein.
Übermäßig dicke Wandstärken sind jedoch auch nicht empfehlenswert, da hierfür mehr Material benötigt wird und ein größeres Verformungsrisiko besteht. Wenn Ihr Design Wandstärken von mehr als 6 mm aufweist, fertigen wir diese Wandstärke mit dünnen Strukturen aus. So können wir Material einsparen und die Wahrscheinlichkeit eines Verzugs minimieren.
Oberflächenqualität und Ausrichtung
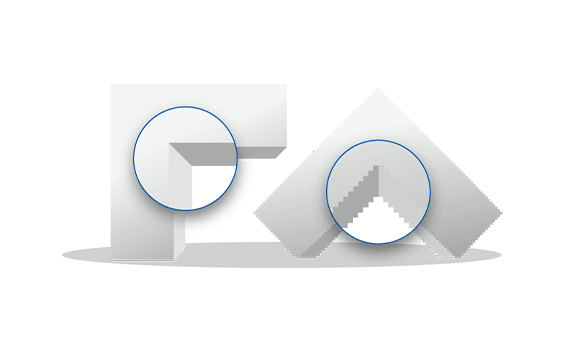
Viele der Merkmale Ihres 3D-Drucks unterliegen den Gegebenheiten des FDM-Prozesses (Fused Deposition Modeling). Da Ihr Bauteil Schicht für Schicht gedruckt wird, beeinflusst die Druckausrichtung die Qualität und die Festigkeit der Oberfläche. In der Abbildung sehen Sie zwei Bauteile mit derselben Form, die aber in unterschiedlichen Ausrichtungen gedruckt wurden.
Das horizontal gedruckte Modell zeigt deutlich den beim Druckvorgang entstehenden „Treppeneffekt". Seine Oberfläche ähnelt der einer topografischen Karte. Wird das Bauteil hingegen vertikal gedruckt, führt das zu einer besseren Oberflächenqualität.
Überlegen Sie sich, welche Oberfläche qualitativ am hochwertigsten sein soll, und wählen Sie dementsprechend die Ausrichtung für den Druck aus.
Anisotropie
Da Ihr Bauteil Schicht für Schicht aufgebaut wird, weist es aufgrund seiner Druckausrichtung immer „Schwachstellen" auf. Diese Schwachstellen können dazu führen, dass dünne Elemente am Äußeren Ihrer Konstruktion leicht abbrechen. Vermeiden Sie daher Elemente an Ihrem Bauteil, die parallel zur Basis oder Unterseite verlaufen und die mit Supports gestützt werden müssen.
Maßhaltigkeit
FDM ist eines der 3D-Druckverfahren (für Kunststoffe) mit der höchsten Maßhaltigkeit. Die Maßhaltigkeit bezieht sich nicht auf den Detailgrad Ihres Bauteils, sondern auf die Abweichung von der nominalen Größe. Wir bieten für Ultem 9085 eine Standardgenauigkeit von 0,15 % mit einer Untergrenze bei ±0,2 mm.
Supports
Das Fused Deposition Modeling (FDM) erfolgt auf einer Bauplattform. Da die Bauteile „mitten in der Luft" aufgebaut werden, müssen sie an der Bauplattform befestigt werden, damit sie nicht zusammenfallen. Diese Befestigung wird „Support" (Stütze) genannt und ist für alle Bauteile erforderlich, die mit dieser Technologie gefertigt werden.
Mit Supports wird das Bauteil in Position gehalten und zudem die Konstruktion von überhängenden Elementen ermöglicht. Nach Abschluss des Druckvorgangs werden die Supports manuell entfernt.
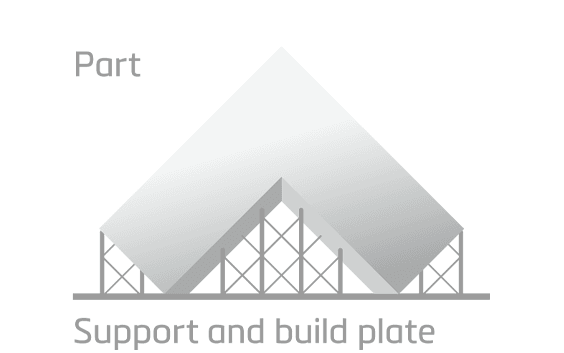
Außen liegende Supports
Bauteile mit Abschnitten, die enger sind als 45°, müssen mit Supports versehen werden. Die Supports sind erforderlich, damit Ihr Bauteil in Position gehalten wird und nicht während des Drucks in sich zusammenfällt. In der Abbildung muss die Unterseite des Bauteils mit Supports versehen werden, da sie enger als 45° ist. Der übrige Teil des Designs bedarf keiner weiteren Supports, da der Winkel größer als 45° ist.
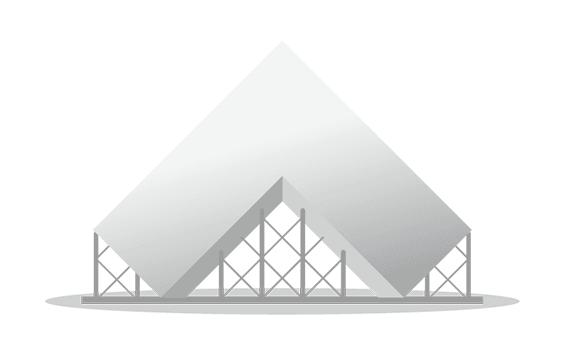
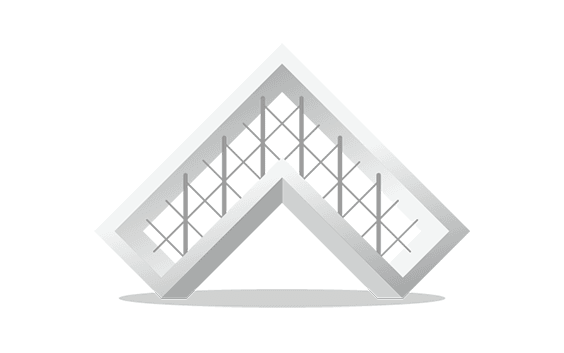
Innen liegende Supports
Die 45-Grad-Regel gilt ebenso für das Innere des Bauteils. Modelle mit einem innen liegenden Abschnitt, der enger ist als 45°, müssen mit Supports versehen werden. In der Abbildung muss das obere Modell mit Supports versehen werden, damit es während des Druckvorgangs nicht in sich zusammenfällt.
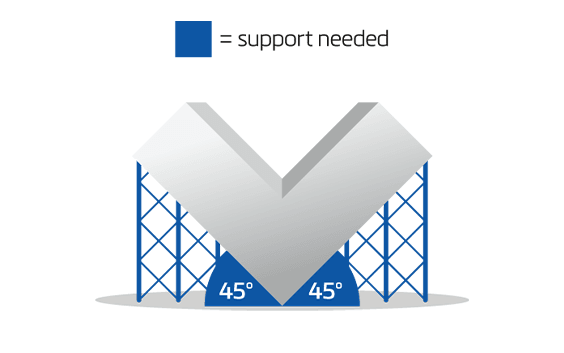
45-Grad-Regel
In dieser Abbildung wird gezeigt, wann ein Bauteil mit Supports versehen werden muss. Im „selbsttragenden" oder „sicheren" Bereich werden keine Supports für den Druck des Bauteils benötigt. Bei den meisten Bauteilen liegt dieser Bereich zwischen 135 und 45°. Denken Sie bei der Konstruktion eines Objekts, das Sie in Ultem 9085 drucken möchten, an diesen sicheren Bereich, um zu entscheiden, ob Ihr Bauteil für den Druck mit Supports versehen werden muss.
Ineinandergreifende oder bewegliche Bauteile
Ineinandergreifende und bewegliche Bauteile (z. B. ein Kugellager) können nicht in Ultem 9085 gedruckt werden, da das für Ultem 9085 verwendete Supportmaterial nicht wasserlöslich ist. Im Gegensatz dazu werden bei ABS und PC-ABS wasserlösliche Supportmaterialien verwendet.

Geprägte und gravierte Details
Im Allgemeinen sind gravierte Texte oder Details geprägten Texten oder Details vorzuziehen. Für gravierte Texte oder Oberflächendetails empfehlen wir Buchstaben mit einer minimalen Linienstärke von 1 mm und einer Tiefe von 0,3 mm. Für geprägte Texte und Oberflächendetails empfehlen wir Buchstaben mit einer Linienstärke von mindestens 2,5 mm und einer Tiefe von mindestens 0,5 mm.
Erforderliche Dateiformate
Wir akzeptieren die folgenden Dateiformate STL, 3DS, 3DM, OBJ, WRL, MATPART, STP, SKP, SLDPRT, STEP, CATPART, IGES, MODEL, MXP, und MGX auf Materialise OnSite.
Diese Dateiformate müssen eingehalten werden, und es gibt auch Einschränkungen in Bezug auf den Inhalt dieser Dateien. Um die bestmögliche Qualität zu liefern und die Rückverfolgbarkeit zu gewährleisten, akzeptieren wir pro Bauteil jeweils nur ein Modell, wenn über unsere Onlineplattform OnSite bestellt wird.
Das heißt, je Datei ist nur eine Shell zulässig. Sind in einer Datei mehrere Shells vorhanden, verarbeiten wir sie wie für ein Modell oder Teil, d. h., als ob die Shells sich überschneiden oder ineinander greifen (beachten Sie ggf. die unten stehenden technischen Spezifikationen). Andernfalls wird das Teil nicht korrekt bearbeitet.

Technische Daten
| Maximale Bauteilabmessungen | 914 x 610 x 914 mm 406 x 355 x 406 mm (Online-Bestellungen) |
| Standardgenauigkeit | ±0,15 % (mit einer Untergrenze von ±0,2 mm) |
| Schichtstärke | 0.25 – 0,33 mm |
| Mindestwandstärke | 1,2 mm |
| Detail-Mindestgröße | 0,3 mm |
| Ineinandergreifende oder bewegliche Bauteile | Nein |
| Interne Kanäle | Nein |
| Oberflächenstruktur | Raue Oberfläche mit sichtbaren Schichten |