DESIGNRICHTLINIEN
PA 11
Allgemeine Leitlinien
Wandstärke
Im Allgemeinen empfehlen wir eine Wandstärke von mindestens 1 mm. Große Bauteile können größere Wandstärken oder zusätzliche Rippen oder Verrundungen zur Verstärkung erfordern. Für integrierte Scharniere sind dünnere Elemente mit Wandstärken von nur 0,5 mm möglich, aber hier muss die Länge auf 10 mm begrenzt werden, wenn sie nur an einem Ende angebracht sind, oder auf 25 mm, wenn sie von zwei Seiten angebracht sind.
Obwohl die Scharniere unterschiedlich positioniert werden können, ohne dass die Gefahr besteht, dass sie brechen (dank der isotropen mechanischen Eigenschaften des Materials), sollten Sie vermeiden, dass die dünnsten Abschnitte Ihrer integrierten Scharniere parallel zur Z-Ebene verlaufen.
Aushöhlen
Wir empfehlen, ein massives Modell so weit wie möglich auszuhöhlen, und zwar ab einer Wandstärke von 20 mm. Das spart Material und verhindert Einsinken. Um das unverbrauchte Pulver am Ende besser zu entfenen, empfehlen wir eine Wandstärke von 2-3 mm und mindestens zwei Löcher mit einem Mindestdurchmesser von 2 mm.
Löcher und Kanäle
Es ist möglich, Löcher oder Perforationen und innere Kanäle zu erzeugen. Für Löcher und Perforationen wird ein Durchmesser von 2 mm empfohlen, mindestens jedoch 1 mm, wobei jedoch eine gewisse Nachbearbeitung erforderlich ist, um überschüssiges Pulver zu entfernen.
Pulver aus längeren Innenkanälen kann schwer zu entfernen sein, insbesondere wenn das Pulver teilweise zusammengeschmolzen ist. Im Allgemeinen erfordern komplexe Löcher oder Kanäle größere Durchmesser, um eine gründliche Entfernung des nicht verschmolzenen Pulvers zu erreichen. Wir empfehlen für Innenkanäle einen Durchmesser von mindestens 3 mm. An der Innenseite komplexer Kanäle kann etwas Restpulver haften bleiben. Es ist ratsam, einen Streifen oder eine Kette als Strukur im Design für den Kanal anzulegen, um das Pulver nach dem Druck des Teils zu entfernen.
Ineinandergreifende Teile
Es ist möglich, ineinandergreifende Bauteile und Baugruppen in einem Arbeitsgang zu drucken. Bauteile, die zusammen gedruckt werden, sollten einen Mindestabstand von 0,5 mm haben.

Gitterstrukturen
Mit Gitterstrukturen lassen sich Gewicht und Material einsparen. Denken Sie daran, dass Sie einen Mindestabstand von 1 mm zwischen den Gitterstreben einhalten müssen, damit das ungeschmolzene Pulver entfernt werden kann.
Montage
Bei der Konstruktion von Bauteilen, die zusammengebaut werden müssen, ist es wichtig, einen ausreichenden Abstand zwischen den Bauteilen einzuhalten. Eine perfekte Passform in Ihrer CAD-Software garantiert nicht unbedingt eine perfekte Passform nach dem Druck, da Ihre Software die in der realen Welt vorhandene Reibung ignoriert. Lassen Sie daher immer mindestens 0,3 mm zwischen den einzelnen Bauteilen. Bei Bauteilen mit großen Flächen und Wandstärken müssen Sie einen noch größeren Abstand zwischen den Bauteilen einhalten. In solchen Fällen setzen Sie sich bitte mit unserem Team in Verbindung, um die Druckfähigkeit zu prüfen.
Damit wir Ihre Bauteile mit den bestmöglichen Abmessungen für den Zusammenbau drucken können, entwerfen Sie Ihre Dateien bitte mit einer Ausrichtung, die der relativen Ausrichtung Ihrer Bauteile in der Endmontage entspricht.

Geprägte und gravierte Details
Für geprägte oder gravierte Texturen empfehlen wir eine Mindeststärke von 0,25 mm. Für lesbaren gravierten oder geprägten Text empfehlen wir Buchstaben mit einer Stärke von mindestens 0,5 mm, einer Tiefe von 1 mm und einer Gesamthöhe von mindestens 2,5 mm.
Verzug und Deformierungen
Wir empfehlen Ihnen dringend, keine großen, flachen Flächen in der Größe einer A4-Seite zu gestalten. In den meisten Fällen wird sich Ihr dann Modell verformen. Dieser Vorgang wird als "Verzug" bezeichnet. Das Anbringen von Support-Rippen unter der Fläche löst das Problem nicht, sondern erhöht die Wahrscheinlichkeit einer Verformung noch mehr. Der Schlüssel ist es, große flache Flächen zu vermeiden.
Leitlinien für die Glättung
Um eine glatte Oberfläche zu erhalten, wird Ihr Bauteil in einen Tumbler mit kleinen Steinen gelegt, die mit einer hohen Frequenz vibrieren, um die Oberfläche des Bauteils zu glätten.
Festigkeit und Zerbrechlichkeit
Mehrere Faktoren machen es schwer, das Ergebnis des Poliervorgangs vollständig vorherzusagen. Eine davon ist die Geometrie Ihres Bauteils, die sich jedes Mal, wenn es in den Tumbler gelegt wird, anders verhalten kann. Im Allgemeinen sollten die Wandstärken Ihres Bauteils mindestens 1 mm betragen.
Obwohl wir Ihre Bauteile sorgfältig in unseren Druckern platzieren und ausrichten, um "Schwachstellen" zu minimieren, die durch den schichtweisen Aufbau Ihres Bauteils entstehen, können bestimmte Elemente Ihres Designs empfindlicher auf die Auswirkungen der Poliersteine reagieren als andere. Daher empfehlen wir, die Wandstärke zu erhöhen, wenn Ihre Konstruktion dies zulässt. Ein Glättvorgang ist nicht ratsam, wenn Ihr Bauteil winzige Details wie kleine Stifte aufweist, da diese während des Poliervorgangs abbrechen können.
Die maximale Abmessung Ihres Bauteils sollte nicht mehr als 200 mm betragen, da größere Bauteile während des Glättungsprozesses stecken bleiben können. Die maximale Abmessung Ihres Bauteils sollte nicht mehr als 200 mm betragen, da größere Bauteile während des Glättungsprozesses stecken bleiben können.
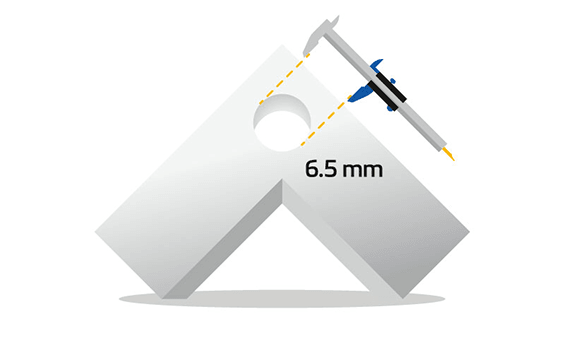
Polieren von Innenseiten
Da die Poliersteine sehr klein sind, können sie leicht in kleinen Löchern stecken bleiben. Daher empfehlen wir, dass alle Öffnungen, die poliert werden müssen, einen Durchmesser von mehr als 6,5 mm haben sollten. Dadurch wird verhindert, dass die Poliersteine im Inneren Ihres Modells stecken bleiben.
Beachten Sie auch, dass die Innenseite Ihres Modells immer weniger poliert sein wird als die Außenseite. Wenn die Löcher kleiner als 6,5 mm sind, wird Ihr Bauteil auf den Innenseiten überhaupt nicht poliert, weil die Steine dann nicht eindringen können.
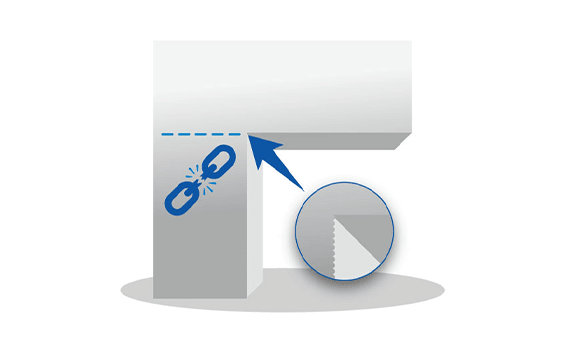
Abgerundete Kanten
Wenn Ihr Bauteil scharfe Kanten enthält, werden diese durch den Poliervorgang abgerundet. Abgerundete Ecken und glatte Übergänge zwischen Oberflächen werden stärker poliert als scharfe Kanten.

Geprägte und gravierte Details
Geprägte Details auf Ihrem Modell können durch die Poliersteine abgetragen werden. Achten Sie darauf, diese Details mindestens 1 mm anzuheben, da sie sonst beim Polieren des Modells verschwinden könnten. Gravierte Details sind weniger problematisch, da die Steine in den meisten Fällen nicht bis ins Innere der Gravur vordringen können. Die Ränder können jedoch trotzdem betroffen sein. Um auf Nummer sicher zu gehen, sollten Sie darauf achten, dass Ihre Gravuren tiefer als 1 mm sind.
Erforderliche Dateiformate
Wir akzeptieren die folgenden Dateiformate STL, 3DS, 3DM, OBJ, WRL, MATPART, STP, SKP, SLDPRT, STEP, CATPART, IGES, MODEL, MXP, und MGX auf Materialise OnSite.
Diese Dateiformate müssen eingehalten werden, und es gibt auch Einschränkungen in Bezug auf den Inhalt dieser Dateien. Um die bestmögliche Qualität zu liefern und die Rückverfolgbarkeit zu gewährleisten, akzeptieren wir pro Bauteil jeweils nur ein Modell, wenn über unsere Onlineplattform OnSite bestellt wird.
Das heißt, je Datei ist nur eine Shell zulässig. Sind in einer Datei mehrere Shells vorhanden, verarbeiten wir sie wie für ein Modell oder Teil, d. h., als ob die Shells sich überschneiden oder ineinander greifen (beachten Sie ggf. die unten stehenden technischen Spezifikationen). Andernfalls wird das Teil nicht korrekt bearbeitet.

Technische Daten
| Maximale Bauteilabmessungen | 370 x 274 x 375 mm |
| Standardgenauigkeit | ±0,3% (mit einer Untergrenze von ±0,3 mm) |
| Schichtstärke | 0,09 mm |
| Mindestwandstärke | 1 mm |
| Detail-Mindestgröße | 0,25 mm |
| Ineinandergreifende oder bewegliche Bauteile | Ja |
| Interne Kanäle | Ja |
| Oberflächenstruktur | Körnige Struktur mit steingrauer Farbe |